در روش phased Array وTOFD یا AUT که دقیقترین روش بازرسی می باشد با استفاده از اسکنر اتوماتیک Weld scan XT از یک جفت پروب phased Array ویک جفت پروب TOFDدر دو طرف جوش استفاده می شود که مجموعه فوق با اتصال به دستگاه TD-Handy scan که دستگاهی کاملا پرتابل به وزن ۳/۳کیلو گرم و توانایی فعال نموندن همزمان ۳۲ المان برای هر پرابphased Array و همچنین توانایی اسکن و پردازش اطلاعات با سرعت بسیار بالا را دارد و می تواند مواضع جوش را به طور همزمان با دو روش متفاوت و پیشرفته phased ArrayوTOFD بازرسی نماید، بنابراین به صورت عمومی عیوب احتمالی جوش می بایست خود را در هر دو روش نشان دهند و مفسر می تواند با توجه به آن ، عیوب را با ضریب اطمینان بالا پیدا کند.


مشخصه های این روش
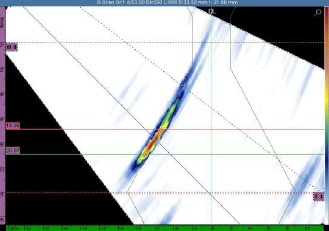
۱-روشphased Array از آنجاییکه بر مبنای تابش امواج فرا صوتی است دارای محدودیتهاییی است مثلا برای تشخیص porosity ها و یا ترکهای عرضی ضعیف عمل می نماید لیکن برای بسیاری از عیوب خطی مانند LOFوLOPوunder cut روش مناسبی است . در روش phased Array ممکن است برخی عیوب با جهت گیری های خاص دیده نشوند .
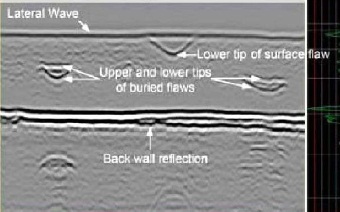
۲-روش TOFD از آنجاییکه این روش برمبنای دیفراکسین امواج فرا صوتی عمل می نماید و همانگونه که مستحضر هستید امواج فرا صوتی به صورت کروی diffract می شوند ، در این روش کلیه عیوب با انواع جهت گیری ها قابل تشخیص خواهد بود.مثلا عدم ذوبهای بین پاسی فقط با روش TOFD قابل تشخیص می باشد .
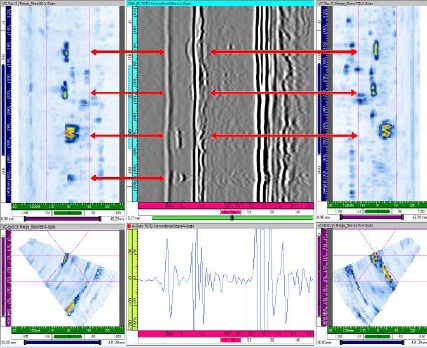
به کارگیری همزمان دو. روش TOFDوphased Array از قابلیتهای هر دو روش برای تشخیص عیوب استفاده نموده و ضریب اطمسنان ۹۵%را برای تشخیص کلیه عیوب جوش قائل است و در این روشها اطلاعات به صورت فایل کامپیوتری و با حجم کم در دسترس کارفرما قرار خواهد گرفت از این رو بازبینی وآرشیو اطلاعات به سهولت انجام می پذیرد.
توجه استاندارد به این روش
کلیه استانداردهای بازرسی جوش مخازن مانند ASME،BS،ASTMروش فوق را پذیرفته اند.
در استاندارد ASME B31.3 نیز به طور کامل قابلیت به کارگیری روشهای computer recorded مانند ،TOFD وphased Array مجاز شمرده است.
ارجحیت TOFD & Phased array نسبت به RT
قابل ذکر است روش بازرسی رادیوگرافی شامل برخی معایب و محدودیتهایی است . از قبیل اینکه در روش تشخیص عیوب خطی و یا انواع مختلف ترکها دشوار است که این عیوب خطی جزء عیوب بسیار خطرناک جوش می باشند وهمچنین تشعشعات خطرناک زیست محیطی هنگام بازرسی از عمده معایب این روش محسوب می گردد . می توان محدودیت در بازررسی قطعات با ضخامت بالا و همچنین مواد مصرفی از قبیل فیلم و مواد ظهور و ثبوت و فقدان منابع گاما و آرشیو فیلم ها و دسترسی مجدد را از دیگر معایب این روش برشمرد .
۱- در روش AUT تشخیص عیوب خطی مانند ترک، LOF وLOP به مراتب بهتر از روش رادیوگرافی صورت می گیرد، لازم به ذکر است که این عیوب خطرناکترین عیوب جوش بوده که تشخیص آن با رادیوگرافی مشکلتر است و در بیشتر مواقع دیده نمی شوند.
۲- در روش رادیو گرافی عمق عیب تعیین نمی گردد، در صورتی که در AUT عمق و محل عیب و اندازه آن و نوع دقیق آن به صورت دقیق مشخص می گردد. در رادیوگرافی بایستی آنقدر سنگ زده شود تا جوشکار به عیب برسد.
۳- در روش رادیوگرافی نیاز به نگهداری فیلم به عنوان اسناد بازرسی است که به همین دلیل مشکلات نگهداری فیلم و بازخوانی وجود دارد، در صورتی که در روش AUT نتایج به صورت فایل الکترونیکی به همراه تاریخ و ساعت تست در اختیار کارفرما قرار گرفته و در هر زمان به سهولت امکان مرور مجدد وجود دارد و قابل تهیه نسخه پشتیبان می باشد.
۴- تیم AUT می تواند به فاصله چند سرجوش از تیم جوشکاری قرار گرفته و در صورت عملکرد نادرست گروه جوشکاری، هشدار لازم به آنها داده شود.
۵- از آنجا که AUT ایمن است لذا مزاحمتی در کار گروه جوشکاری ندارد و با همان سرعت جوشکاری می تواند خطوط را چک نماید.
۶- با توجه به وجود مواد مصرفی در روش رادیوگرافی و امکان تغییرات قیمت فیلم و یا عدم واردات فیلم مناسب، پیمانکار رادیوگرافی مشکلات خواهد داشت ولی در روش AUT مواد مصرفی نداریم
۷- همچنین استاندارد ASME استفاده از UT را برای ضخامتهای بالاتر از mm6 مجاز دانسته است.
۸- در AUT عیب را از چند نما می بینیم، در صورتیکه در RTفقط یک نما داریم و با توجه به داشتن تصویر سه بعدی میتوان قضاوت بهتری در مورد عیب و نیاز به تعمیر را داشت.
۹- در مورد قیمت این دو روش باید گفت دلیلی بر بالاتربودن قیمت AUT نیست و این دو روش می توانند قیمتهای رقابتی داشته باشند، و با تدبیر می توان قیمت AUT را به اندازه RT پایین آورد، دلیل قیمت پایین RT به دلیل رقبای زیاد است و الا شرکتهایی که هر دو روش را دارند تمایل بیشتری به انجام AUT دارند.
در ایران نیز از ۱۰سال گذشته تا کنون روش AUT که از ترکیب دو روش phased Array وTOFD بصورت همزمان برای بازرسی جوش خطوط لوله دریایی و نیز مخازن تحت فشار می باشد توسط شرکت RTDهلند انجام می گرفته است وکارشناسان این شرکت در طی این مدت به عنوان همکار شرکت RTD در پروژه های مختلف به عنوان تکنسین اپراتور و نیز مفسر نتایج فعالیت داشته و دوره های آموزشی را نیز در کشور هلند با موفقیت پشت سر گذاشته اند . در سراسر دنیا برای بازرسی جوش از روش های پیشرفته phased Array استفاده می شود و روش رادیوگرافی به جهت معایب ذکر شده فوق در حال منسوخ شدن می باشد.
انجام امور بازرسی پیشرفته جوش در گروه بازرسی وترا

